Busch präsentiert neue Drehschieber-Vakuumpumpe
Die R 5 0155 A ergänzt die Baureihe der bewährten R 5 Drehschieber-Vakuumpumpen, die seit Jahrzehnten bei qualitativ hochwertigen Vakuumverpackungsmaschinen eingesetzt werden. Mit dieser Vakuumpumpe einer neuen Generation ist es den Entwicklungsingenieuren von Busch durch ein verändertes Konstruktionsprinzip gelungen, Verbesserungen bei der Energieeffizienz zu erzielen.

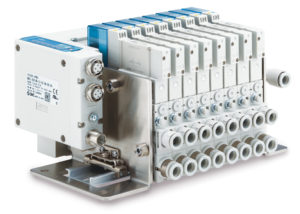
Die neue Drehschieber-Vakuumpumpe R 5 0155 A (Foto: Busch)
Optimiert wurde auch die Saugleistung im Bereich des Enddruckes. Dadurch lassen sich schnellere Evakuierungszeiten und dadurch kürzere Verpackungszyklen realisieren. Trotz dieser Änderungen wird weiterhin die gewohnte Zuverlässigkeit und Robustheit von R 5 Drehschieber-Vakuumpumpen gewährleistet. Mit einem Saugvermögen von 150 Kubikmetern pro Stunde (50 Hz) und einem Enddruck von 0,1 mbar ist die R 5 0155 A bestens dazu geeignet, sowohl kontinuierlich im Grobvakuum zum Abpumpen großer Volumina als auch gegen Enddruck zu arbeiten. Dafür sorgen die perfekte Ölabscheidung mit eigens entwickelten Luftentölelementen sowie die hochbelastbaren Rotorschieber aus Verbundwerkstoff. Busch Luftentölelemente haben eine hohe Gasdurchlässigkeit und sind optimal auf diese Vakuumpumpe abgestimmt. Dies sind mit Gründe, dass eine hohe Saugleistung erreicht wird. Gleichzeitig garantieren die neuen Luftentölelemente höchste Abscheideleistung.
Die kompakten Abmessungen ermöglichen, dass diese neue Vakuumpumpe von Busch selbst bei beengten Verhältnissen einfach in eine Verpackungsmaschine eingebaut werden kann. Die Wartung kann vom Betreiber selbst durchgeführt werden und beschränkt sich auf den Ölwechsel und den Austausch der Filter zu den üblichen Serviceintervallen. Ein Gasballastventil (Option) ermöglicht auch das Absaugen von feuchter Luft, so dass auch feuchte und nasse Lebensmittel sicher und zuverlässig verpackt werden können.
Quelle:Dr.-Ing. K. Busch GmbH